Table of Contents
ToggleForeword
Definition of reflow welding
Reflow welding, also known as reflow soldering, is a process widely used in the electronics industry to create permanent electrical and mechanical connections between components and printed circuit boards (PCBs). It involves the use of a specialized oven or furnace to heat and melt solder paste, which then cools and solidifies, forming a strong bond.
Importance of temperature zones
The temperature zones within a reflow oven are critical to the success of the reflow welding process. Each zone serves a specific purpose, and maintaining the proper temperatures is essential for achieving high-quality solder joints and ensuring the reliability of the final product.
Preheat Zone
Purpose
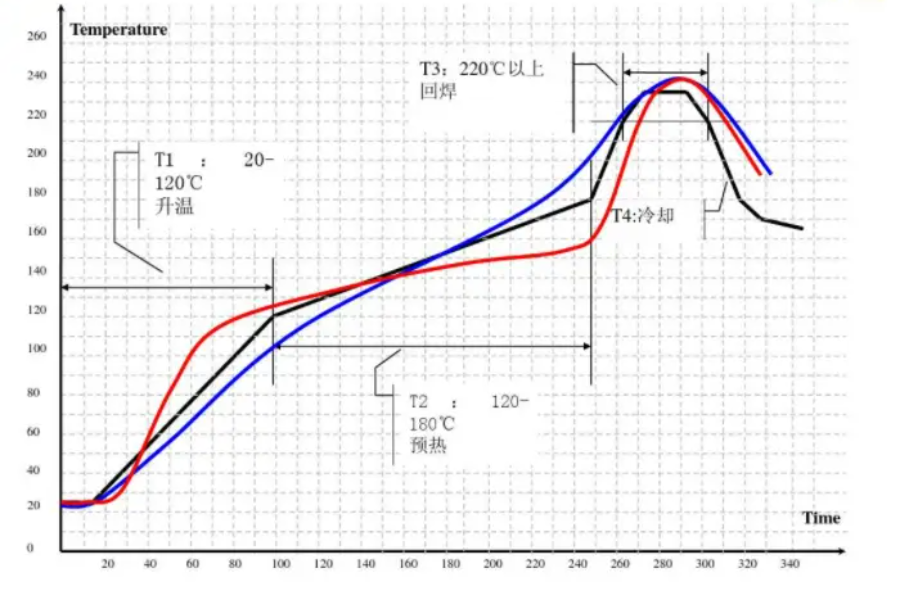
The preheat zone is the initial stage of the reflow welding process. Its primary purpose is to gradually heat the PCB and its components, allowing for a controlled and uniform temperature rise.
Temperature range
The temperature range in the preheat zone typically falls between 150°C (302°F) and 200°C (392°F). This range is carefully chosen to prevent thermal shock, which can lead to component damage or warping of the PCB.
Soak Zone
Significance
The soak zone, also known as the thermal equilibrium zone, plays a crucial role in ensuring a consistent temperature distribution across the PCB and its components.
Temperature range
In the soak zone, the temperature is typically maintained between 150°C (302°F) and 180°C (356°F). This range allows for the removal of any remaining moisture or volatile organic compounds (VOCs) from the solder paste, preventing defects such as solder balling or splattering.
Reflow Zone
Explanation
The reflow zone is the heart of the reflow welding process, where the actual melting and bonding of the solder paste occur.
Temperature range
The temperature in the reflow zone typically ranges from 217°C (423°F) to 260°C (500°F), depending on the specific solder alloy used. This high temperature ensures that the solder paste liquefies and flows, creating reliable electrical and mechanical connections between the components and the PCB.
Cooling Zone
Importance
The cooling zone is the final stage of the reflow welding process, and it plays a critical role in solidifying the solder joints and preventing defects.
Temperature range
In the cooling zone, the temperature gradually decreases, typically from the solder melting point to below 100°C (212°F). This controlled cooling process is essential to prevent thermal shock and ensure the proper formation of intermetallic compounds, which contribute to the strength and reliability of the solder joints.
Factors Affecting Temperature Zones
Component size and complexity
The size and complexity of the components being soldered can influence the temperature zones. Larger or more complex components may require higher temperatures or longer dwell times in certain zones to ensure proper heat transfer and solder reflow.
Material properties
The properties of the materials used, such as the PCB substrate, component materials, and solder alloy, can impact the temperature requirements in each zone. Different materials have varying thermal conductivities and melting points, necessitating adjustments to the temperature profiles.
Oven design and configuration
The design and configuration of the reflow oven itself can affect the temperature zones. Factors such as the number of heating zones, air circulation patterns, and the presence of any specialized heating elements can influence the temperature distribution and uniformity.
Monitoring and Control
Temperature profiling
Temperature profiling is a critical aspect of reflow welding. It involves the use of specialized equipment, such as thermocouples or profiling systems, to monitor and record the temperature at various points within the oven and on the PCB.
Automated systems
Modern reflow ovens often incorporate automated systems for temperature monitoring and control. These systems use feedback loops and advanced algorithms to continuously adjust the temperature in each zone, ensuring consistent and repeatable results.
Best Practices
Proper setup and calibration
Proper setup and calibration of the reflow oven are essential for achieving optimal temperature zones. This includes ensuring the correct placement of heating elements, adjusting airflow patterns, and calibrating temperature sensors.
Regular maintenance
Regular maintenance of the reflow oven is crucial to maintain consistent temperature zones. This includes cleaning the oven chamber, replacing worn or damaged components, and performing periodic calibration checks.
Conclusion
Understanding and controlling the temperature zones in reflow welding is critical for achieving high-quality solder joints and ensuring the reliability of electronic products. By carefully managing the preheat, soak, reflow, and cooling zones, manufacturers can optimize the reflow welding process, reduce defects, and improve overall product quality. Continuous monitoring, automation, and adherence to best practices are essential for maintaining consistent and repeatable temperature zones throughout the reflow welding process.
FAQs
Q1. Can the temperature zones be adjusted for different solder alloys?
A1. Yes, the temperature zones, particularly the reflow zone, can be adjusted to accommodate different solder alloys with varying melting points and other properties.
Q2. How does the PCB thickness affect the temperature zones?
A2. Thicker PCBs may require higher temperatures or longer dwell times in certain zones to ensure proper heat transfer throughout the board. Adjustments to the temperature zones may be necessary to account for PCB thickness variations.
Q3. Can temperature zones be customized for different component types?
A3. Yes, temperature zones can be customized to accommodate different component types, such as through-hole components or ball grid array (BGA) packages, which may have specific thermal requirements.
Q4. What happens if the temperature in the cooling zone is too high?
A4. If the temperature in the cooling zone is too high, it can lead to defects such as solder joint cracking, intermetallic compound formation issues, and potential component damage due to excessive thermal stress.
Q5. Can temperature profiling be performed during production runs?
A5. Yes, temperature profiling can and should be performed during production runs to ensure consistent temperature zones and identify any deviations or issues that may arise over time.