Оглавление
ПереключатьПредисловие
Определение сварки с оплавлением
Reflow welding, also known as reflow soldering, is a process widely used in the electronics industry to create permanent electrical and mechanical connections between components and printed circuit boards (PCBs). It involves the use of a specialized oven or furnace to heat and melt solder paste, which then cools and solidifies, forming a strong bond.
Важность температурных зон
Температурные зоны в пределах печь для расплавления имеют решающее значение для успеха процесса сварки оплавлением. Каждая зона служит определенной цели, и поддержание надлежащих температур необходимо для получения высококачественных паяных соединений и обеспечения надежности конечного продукта.
Зона предварительного нагрева
Назначение
Зона предварительного нагрева - это начальная стадия процесса сварки оплавлением. Ее основная цель - постепенный нагрев печатной платы и ее компонентов, обеспечивающий контролируемое и равномерное повышение температуры.
Диапазон температур
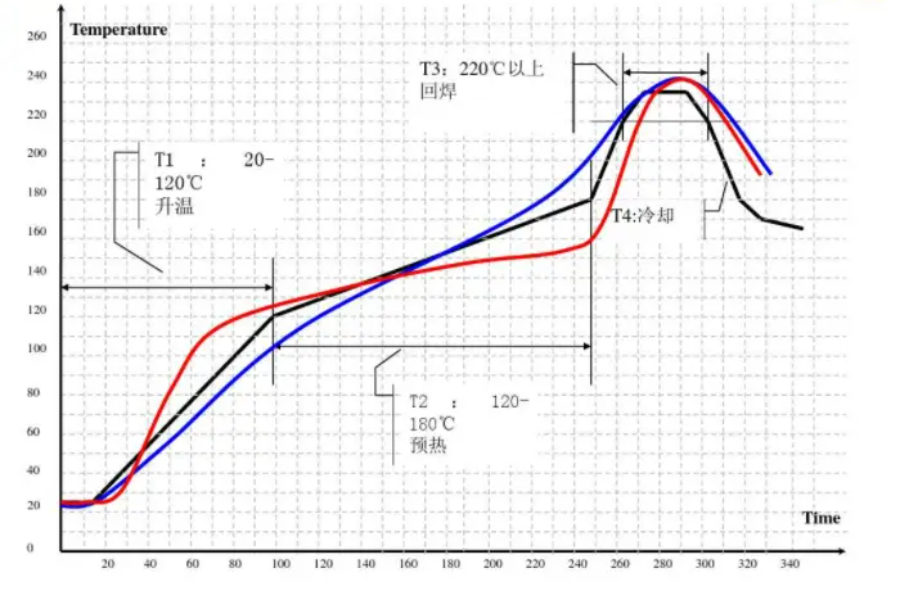
Диапазон температур в зоне предварительного нагрева обычно составляет от 150°C (302°F) до 200°C (392°F). Этот диапазон тщательно подобран для предотвращения теплового удара, который может привести к повреждению компонентов или деформации печатной платы.
Зона выдержки
Значение
Зона выдержки, также известная как зона теплового равновесия, играет решающую роль в обеспечении равномерного распределения температуры по печатной плате и ее компонентам.
Диапазон температур
В зоне выдержки температура обычно поддерживается в диапазоне от 150°C (302°F) до 180°C (356°F). Этот диапазон позволяет удалить из паяльной пасты оставшуюся влагу или летучие органические соединения (ЛОС), предотвращая дефекты например, разбрызгивание припоя.
Зона дожигания
Пояснение
The reflow zone is the heart of the reflow welding process, where the actual melting and bonding of the solder paste occur.
Диапазон температур
Температура в зоне пайки обычно составляет от 217°C (423°F) до 260°C (500°F), в зависимости от используемого сплава припоя. Такая высокая температура обеспечивает разжижение и растекание паяльной пасты, создавая надежные электрические и механические соединения между компонентами и печатной платой.
Зона охлаждения
Важность
Зона охлаждения - это заключительный этап процесса сварки оплавлением, который играет важнейшую роль в затвердевании паяных соединений и предотвращении дефектов.
Диапазон температур
В зоне охлаждения температура постепенно снижается, обычно от температуры плавления припоя до температуры ниже 100°C (212°F). Этот контролируемый процесс охлаждения необходим для предотвращения теплового удара и обеспечения правильного формирования интерметаллических соединений, которые способствуют прочности и надежности паяных соединений.
Факторы, влияющие на температурные зоны
Размер и сложность компонентов
Размер и сложность паяемых компонентов могут влиять на температурные зоны. Большие или более сложные компоненты могут потребовать более высоких температур или более длительного времени dwell в определенных зонах для обеспечения надлежащей теплопередачи и плавления припоя.
Свойства материала
Свойства используемых материалов, таких как подложка печатной платы, материалы компонентов и сплав припоя, могут влиять на температурные требования в каждой зоне. Различные материалы имеют разную теплопроводность и температуру плавления, что требует корректировки температурных профилей.
Конструкция и конфигурация печи
Конструкция и конфигурация самой печи доводки может влиять на температурные зоны. Такие факторы, как количество зон нагрева, схема циркуляции воздуха и наличие специализированных нагревательных элементов, могут влиять на распределение и равномерность температуры.
Мониторинг и контроль
Профилирование температуры
Профилирование температуры - важнейший аспект сварки оплавлением. Оно включает в себя использование специализированного оборудования, такого как термопары или системы профилирования, для контроля и регистрации температуры в различных точках печи и на печатной плате.
Автоматизированные системы
Современные печи для дожига часто оснащаются автоматизированными системами контроля и управления температурой. Эти системы используют контуры обратной связи и передовые алгоритмы для непрерывной регулировки температуры в каждой зоне, обеспечивая стабильность и повторяемость результатов.
Лучшие практики
Правильная настройка и калибровка
Правильная настройка и калибровка печи для дожигания очень важны для достижения оптимальных температурных зон. Это включает в себя правильное размещение нагревательных элементов, регулировку воздушного потока и калибровку датчиков температуры.
Регулярное обслуживание
Регулярное обслуживание печи дожига имеет решающее значение для поддержания постоянных температурных зон. Оно включает в себя очистку камеры печи, замену изношенных или поврежденных компонентов, а также периодическую проверку калибровки.
Заключение
Понимание и управление температурными зонами при сварке оплавлением имеет решающее значение для получения высококачественных паяных соединений и обеспечения надежности электронных изделий. Тщательно управляя зонами предварительного нагрева, выдержки, дожига и охлаждения, производители могут оптимизировать процесс сварки пайкой, уменьшить количество дефектов и повысить общее качество продукции. Постоянный мониторинг, автоматизация и следование передовым практикам необходимы для поддержания постоянных и повторяющихся температурных зон на протяжении всего процесса сварки пайкой.
Часто задаваемые вопросы
Q1. Можно ли регулировать температурные зоны для различных сплавов припоя?
A1. Да, температурные зоны, в частности зона пайки, могут быть отрегулированы с учетом различных сплавов припоя с разными температурами плавления и другими свойствами.
Q2. Как толщина печатной платы влияет на температурные зоны?
A2. Для более толстых печатных плат могут потребоваться более высокие температуры или более длительное время dwell в определенных зонах для обеспечения надлежащей теплопередачи по всей плате. Для учета изменений толщины печатной платы может потребоваться корректировка температурных зон.
Q3. Можно ли настроить температурные зоны для различных типов компонентов?
A3. Да, температурные зоны могут быть настроены для различных типов компонентов, например, компонентов со сквозными отверстиями или корпусов с шариковой решеткой (BGA), которые могут иметь особые тепловые требования.
Q4. Что произойдет, если температура в зоне охлаждения будет слишком высокой?
A4. Если температура в зоне охлаждения слишком высока, это может привести к таким дефектам, как растрескивание паяных соединений, проблемы с образованием интерметаллических соединений и потенциальное повреждение компонентов из-за чрезмерного теплового напряжения.
Q5. Можно ли проводить температурное профилирование во время производства?
A5. Да, температурное профилирование можно и нужно проводить в процессе производства, чтобы обеспечить постоянство температурных зон и выявить любые отклонения или проблемы, которые могут возникнуть со временем.