Table des matières
BasculerAvant-propos
Définition du soudage par refusion
Reflow welding, also known as reflow soldering, is a process widely used in the electronics industry to create permanent electrical and mechanical connections between components and printed circuit boards (PCBs). It involves the use of a specialized oven or furnace to heat and melt solder paste, which then cools and solidifies, forming a strong bond.
Importance des zones de température
Les zones de température à l'intérieur d'un four de refusion sont essentielles à la réussite du processus de soudage par refusion. Chaque zone a une fonction spécifique et le maintien des températures adéquates est essentiel pour obtenir des joints de soudure de haute qualité et garantir la fiabilité du produit final.
Zone de préchauffage
Objectif
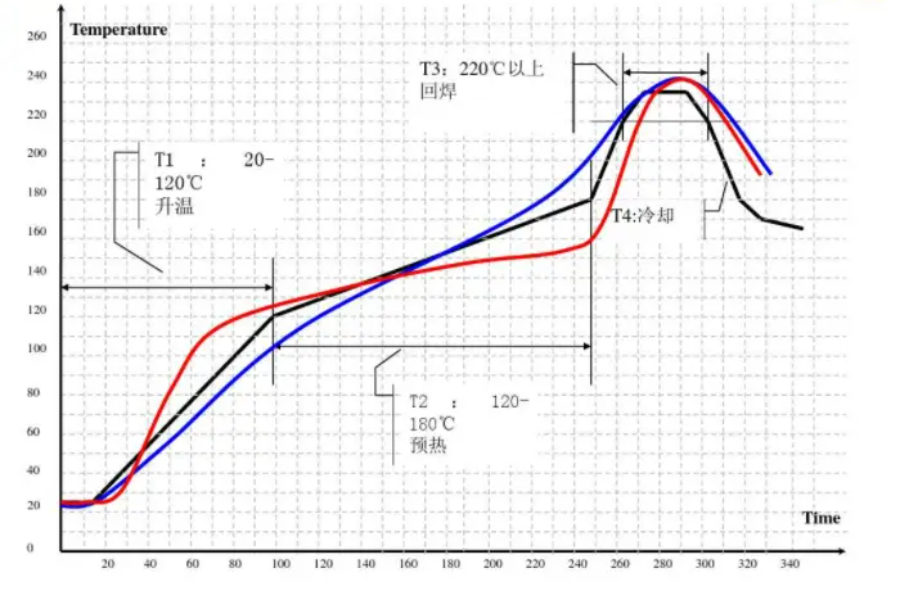
La zone de préchauffage est l'étape initiale du processus de soudage par refusion. Son but premier est de chauffer progressivement le circuit imprimé et ses composants, ce qui permet une augmentation contrôlée et uniforme de la température.
Plage de température
La plage de température dans la zone de préchauffage se situe généralement entre 150°C (302°F) et 200°C (392°F). Cette plage est soigneusement choisie pour éviter les chocs thermiques, qui peuvent endommager les composants ou déformer le circuit imprimé.
Zone de trempage
Importance
La zone de trempage, également connue sous le nom de zone d'équilibre thermique, joue un rôle crucial en assurant une distribution cohérente de la température sur le circuit imprimé et ses composants.
Plage de température
Dans la zone de trempage, la température est généralement maintenue entre 150°C (302°F) et 180°C (356°F). Cette plage permet d'éliminer l'humidité ou les composés organiques volatils (COV) restants dans la pâte à braser, ce qui permet d'éviter que la pâte à braser ne se détériore. défauts comme les billes de soudure ou les éclaboussures.
Zone de reflux
Explication
The reflow zone is the heart of the reflow welding process, where the actual melting and bonding of the solder paste occur.
Plage de température
La température dans la zone de refusion varie généralement entre 217°C et 260°C, en fonction de l'alliage de soudure utilisé. Cette température élevée permet à la pâte à braser de se liquéfier et de s'écouler, créant ainsi des connexions électriques et mécaniques fiables entre les composants et le circuit imprimé.
Zone de refroidissement
Importance
La zone de refroidissement est l'étape finale du processus de soudage par refusion et joue un rôle essentiel dans la solidification des joints de soudure et la prévention des défauts.
Plage de température
Dans la zone de refroidissement, la température diminue progressivement, passant généralement du point de fusion de la brasure à une température inférieure à 100°C (212°F). Ce processus de refroidissement contrôlé est essentiel pour éviter les chocs thermiques et garantir la formation correcte de composés intermétalliques, qui contribuent à la résistance et à la fiabilité des joints de soudure.
Facteurs affectant les zones de température
Taille et complexité des composants
La taille et la complexité des composants à souder peuvent influencer les zones de température. Les composants plus grands ou plus complexes peuvent nécessiter des températures plus élevées ou des temps dwell plus longs dans certaines zones afin d'assurer un transfert de chaleur et une refusion de la soudure corrects.
Propriétés des matériaux
Les propriétés des matériaux utilisés, tels que le substrat du circuit imprimé, les matériaux des composants et l'alliage de soudure, peuvent avoir une incidence sur les exigences en matière de température dans chaque zone. Les différents matériaux ont des conductivités thermiques et des points de fusion variables, ce qui nécessite des ajustements des profils de température.
Conception et configuration du four
La conception et la configuration du four de refusion lui-même peuvent affecter les zones de température. Des facteurs tels que le nombre de zones de chauffage, les schémas de circulation de l'air et la présence d'éléments chauffants spécialisés peuvent influencer la distribution et l'uniformité de la température.
Surveillance et contrôle
Profilage de la température
Le profilage de la température est un aspect essentiel du soudage par refusion. Il implique l'utilisation d'équipements spécialisés, tels que des thermocouples ou des systèmes de profilage, pour surveiller et enregistrer la température en différents points du four et du circuit imprimé.
Systèmes automatisés
Les fours de refusion modernes intègrent souvent des systèmes automatisés de surveillance et de contrôle de la température. Ces systèmes utilisent des boucles de rétroaction et des algorithmes avancés pour ajuster en permanence la température dans chaque zone, garantissant ainsi des résultats cohérents et reproductibles.
Meilleures pratiques
Configuration et étalonnage corrects
Une configuration et un étalonnage corrects du four de refusion sont essentiels pour obtenir des zones de température optimales. Il s'agit notamment de placer correctement les éléments chauffants, d'ajuster les flux d'air et de calibrer les capteurs de température.
Entretien régulier
L'entretien régulier du four de refusion est essentiel pour maintenir des zones de température constantes. Il s'agit notamment de nettoyer la chambre du four, de remplacer les composants usés ou endommagés et d'effectuer des contrôles d'étalonnage périodiques.
Conclusion
La compréhension et le contrôle des zones de température dans le soudage par refusion sont essentiels pour obtenir des joints de soudure de haute qualité et garantir la fiabilité des produits électroniques. En gérant soigneusement les zones de préchauffage, de trempage, de refusion et de refroidissement, les fabricants peuvent optimiser le processus de soudage par refusion, réduire les défauts et améliorer la qualité globale des produits. La surveillance continue, l'automatisation et le respect des meilleures pratiques sont essentiels pour maintenir des zones de température cohérentes et reproductibles tout au long du processus de soudage par refusion.
FAQ
Q1. Les zones de température peuvent-elles être ajustées en fonction des différents alliages de soudure ?
A1. Oui, les zones de température, en particulier la zone de refusion, peuvent être ajustées pour s'adapter à différents alliages de soudure dont les points de fusion et les autres propriétés varient.
Q2. Comment l'épaisseur du circuit imprimé affecte-t-elle les zones de température ?
A2. Les circuits imprimés plus épais peuvent nécessiter des températures plus élevées ou des temps dwell plus longs dans certaines zones afin d'assurer un transfert de chaleur correct sur l'ensemble du circuit. Il peut être nécessaire d'ajuster les zones de température pour tenir compte des variations d'épaisseur du circuit imprimé.
Q3. Les zones de température peuvent-elles être personnalisées en fonction des différents types de composants ?
A3. Oui, les zones de température peuvent être personnalisées pour s'adapter à différents types de composants, tels que les composants à trous traversants ou les boîtiers BGA (ball grid array), qui peuvent avoir des exigences thermiques spécifiques.
Q4. Que se passe-t-il si la température de la zone de refroidissement est trop élevée ?
A4. Si la température dans la zone de refroidissement est trop élevée, elle peut entraîner des défauts tels que des fissures dans les joints de soudure, des problèmes de formation de composés intermétalliques et des dommages potentiels aux composants en raison d'une contrainte thermique excessive.
Q5. Le profilage de la température peut-il être effectué pendant les cycles de production ?
A5. Oui, le profilage de la température peut et doit être effectué pendant les cycles de production afin de garantir des zones de température cohérentes et d'identifier tout écart ou problème susceptible de survenir au fil du temps.