Inhaltsübersicht
UmschaltenVorwort
Definition von Reflow-Schweißen
Reflow welding, also known as reflow soldering, is a process widely used in the electronics industry to create permanent electrical and mechanical connections between components and printed circuit boards (PCBs). It involves the use of a specialized oven or furnace to heat and melt solder paste, which then cools and solidifies, forming a strong bond.
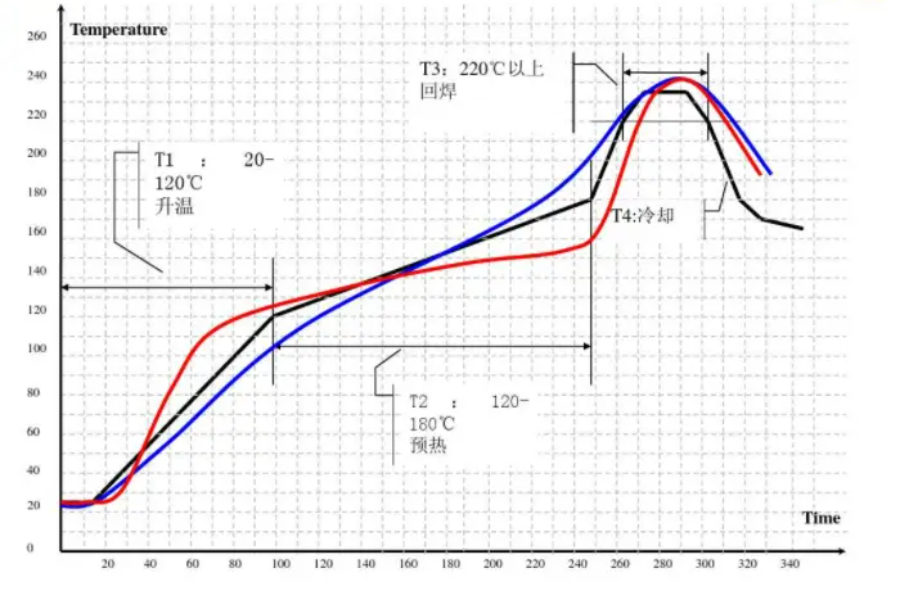
Bedeutung der Temperaturzonen
Die Temperaturzonen innerhalb einer Reflow-Ofen sind entscheidend für den Erfolg des Reflow-Schweißverfahrens. Jede Zone dient einem bestimmten Zweck, und die Aufrechterhaltung der richtigen Temperaturen ist für die Erzielung hochwertiger Lötverbindungen und die Gewährleistung der Zuverlässigkeit des Endprodukts von entscheidender Bedeutung.
Vorwärmzone
Zweck
Die Vorwärmzone ist die Anfangsphase des Reflow-Schweißprozesses. Ihr Hauptzweck besteht darin, die Leiterplatte und ihre Komponenten allmählich zu erwärmen, um einen kontrollierten und gleichmäßigen Temperaturanstieg zu ermöglichen.
Temperaturbereich
Der Temperaturbereich in der Vorwärmzone liegt in der Regel zwischen 150°C (302°F) und 200°C (392°F). Dieser Bereich wurde sorgfältig gewählt, um Temperaturschocks zu vermeiden, die zu einer Beschädigung der Komponenten oder einer Verformung der Leiterplatte führen können.
Soak Zone
Bedeutung
Die Eintauchzone, die auch als thermische Gleichgewichtszone bezeichnet wird, spielt eine entscheidende Rolle bei der Gewährleistung einer gleichmäßigen Temperaturverteilung über die Leiterplatte und ihre Komponenten.
Temperaturbereich
In der Einweichzone wird die Temperatur in der Regel zwischen 150°C (302°F) und 180°C (356°F) gehalten. Dieser Bereich ermöglicht die Entfernung von Restfeuchtigkeit oder flüchtigen organischen Verbindungen (VOCs) aus der Lötpaste und verhindert Mängel wie z. B. Lotkugeln oder Spritzer.
Reflow-Zone
Erläuterung
The reflow zone is the heart of the reflow welding process, where the actual melting and bonding of the solder paste occur.
Temperaturbereich
Die Temperatur in der Reflow-Zone liegt in der Regel zwischen 217°C (423°F) und 260°C (500°F), je nach der verwendeten Lotlegierung. Diese hohe Temperatur sorgt dafür, dass sich die Lötpaste verflüssigt und fließt, wodurch zuverlässige elektrische und mechanische Verbindungen zwischen den Komponenten und der Leiterplatte entstehen.
Kühlung Zone
Bedeutung
Die Kühlzone ist die letzte Stufe des Reflow-Schweißprozesses und spielt eine entscheidende Rolle bei der Verfestigung der Lötstellen und der Vermeidung von Fehlern.
Temperaturbereich
In der Kühlzone sinkt die Temperatur allmählich, in der Regel vom Schmelzpunkt des Lots auf unter 100 °C (212 °F). Dieser kontrollierte Abkühlungsprozess ist wichtig, um Wärmeschocks zu vermeiden und die ordnungsgemäße Bildung von intermetallischen Verbindungen zu gewährleisten, die zur Festigkeit und Zuverlässigkeit der Lötstellen beitragen.
Faktoren, die die Temperaturzonen beeinflussen
Größe und Komplexität der Komponenten
Die Größe und Komplexität der zu lötenden Bauteile kann die Temperaturzonen beeinflussen. Größere oder komplexere Bauteile erfordern möglicherweise höhere Temperaturen oder längere dwell-Zeiten in bestimmten Zonen, um eine ordnungsgemäße Wärmeübertragung und einen ordnungsgemäßen Rückfluss des Lots zu gewährleisten.
Materialeigenschaften
Die Eigenschaften der verwendeten Materialien, wie z. B. des Leiterplattensubstrats, der Komponentenmaterialien und der Lötlegierung, können sich auf die Temperaturanforderungen in jeder Zone auswirken. Verschiedene Materialien haben unterschiedliche Wärmeleitfähigkeiten und Schmelzpunkte, was eine Anpassung der Temperaturprofile erforderlich macht.
Konstruktion und Konfiguration des Ofens
Die Konstruktion und Konfiguration des Reflow-Ofens selbst kann die Temperaturzonen beeinflussen. Faktoren wie die Anzahl der Heizzonen, Luftzirkulationsmuster und das Vorhandensein von speziellen Heizelementen können die Temperaturverteilung und -gleichmäßigkeit beeinflussen.
Überwachung und Kontrolle
Temperaturprofilierung
Die Temperaturprofilierung ist ein wichtiger Aspekt des Reflow-Schweißens. Dabei werden spezielle Geräte wie Thermoelemente oder Profilierungssysteme eingesetzt, um die Temperatur an verschiedenen Punkten im Ofen und auf der Leiterplatte zu überwachen und aufzuzeichnen.
Automatisierte Systeme
Moderne Reflow-Öfen sind häufig mit automatischen Systemen zur Temperaturüberwachung und -steuerung ausgestattet. Diese Systeme nutzen Rückkopplungsschleifen und fortschrittliche Algorithmen, um die Temperatur in jeder Zone kontinuierlich anzupassen und konsistente und wiederholbare Ergebnisse zu gewährleisten.
Bewährte Praktiken
Ordnungsgemäße Einrichtung und Kalibrierung
Die ordnungsgemäße Einrichtung und Kalibrierung des Reflow-Ofens ist für das Erreichen optimaler Temperaturzonen unerlässlich. Dazu gehören die richtige Platzierung der Heizelemente, die Anpassung der Luftstrommuster und die Kalibrierung der Temperatursensoren.
Regelmäßige Wartung
Die regelmäßige Wartung des Reflow-Ofens ist entscheidend für die Aufrechterhaltung konstanter Temperaturzonen. Dazu gehören die Reinigung der Ofenkammer, der Austausch verschlissener oder beschädigter Komponenten und die regelmäßige Überprüfung der Kalibrierung.
Abschluss
Das Verständnis und die Kontrolle der Temperaturzonen beim Reflow-Schweißen sind entscheidend für die Erzielung qualitativ hochwertiger Lötverbindungen und die Gewährleistung der Zuverlässigkeit von Elektronikprodukten. Durch eine sorgfältige Verwaltung der Vorwärm-, Eintauch-, Reflow- und Kühlzonen können Hersteller den Reflow-Schweißprozess optimieren, Fehler reduzieren und die Produktqualität insgesamt verbessern. Kontinuierliche Überwachung, Automatisierung und die Einhaltung bewährter Verfahren sind für die Aufrechterhaltung gleichbleibender und wiederholbarer Temperaturzonen während des gesamten Reflow-Schweißprozesses unerlässlich.
FAQs
Q1. Können die Temperaturzonen für verschiedene Lotlegierungen angepasst werden?
A1. Ja, die Temperaturzonen, insbesondere die Reflow-Zone, können an verschiedene Lotlegierungen mit unterschiedlichen Schmelzpunkten und anderen Eigenschaften angepasst werden.
Q2. Wie wirkt sich die Leiterplattendicke auf die Temperaturzonen aus?
A2. Bei dickeren Leiterplatten sind möglicherweise höhere Temperaturen oder längere dwell-Zeiten in bestimmten Zonen erforderlich, um eine ordnungsgemäße Wärmeübertragung auf der gesamten Leiterplatte zu gewährleisten. Eine Anpassung der Temperaturzonen kann erforderlich sein, um Variationen der Leiterplattendicke zu berücksichtigen.
Q3. Können Temperaturzonen für verschiedene Bauteiltypen angepasst werden?
A3. Ja, Temperaturzonen können angepasst werden, um verschiedene Komponententypen aufzunehmen, wie z. B. Durchsteckkomponenten oder Ball Grid Array (BGA)-Gehäuse, die spezifische thermische Anforderungen haben können.
Q4. Was passiert, wenn die Temperatur in der Kühlzone zu hoch ist?
A4. Ist die Temperatur in der Kühlzone zu hoch, kann dies zu Defekten wie Rissen in der Lötstelle, Problemen bei der Bildung intermetallischer Verbindungen und potenziellen Bauteilschäden aufgrund übermäßiger thermischer Belastung führen.
Q5. Kann das Temperaturprofil während des Produktionslaufs erstellt werden?
A5. Ja, Temperaturprofile können und sollten während der Produktionsläufe erstellt werden, um gleichbleibende Temperaturzonen zu gewährleisten und etwaige Abweichungen oder Probleme zu erkennen, die im Laufe der Zeit auftreten können.